Language

Views: 0 Author: Site Editor Publish Time: 2026-06-27 Origin: Site
Scaling up from lab-sized batch mixing to continuous production presents a massive bottleneck. Process engineers often struggle to maintain emulsion stability when moving to high-volume manufacturing. You need a reliable method to ensure consistent droplet size without stalling throughput. Enter the emulsifier pump. We define this equipment as an inline continuous mixing device. It applies intense mechanical and hydraulic shear to liquid-liquid or liquid-solid mixtures. Unlike traditional tanks, it guarantees precise particle reduction on the fly.
This article provides a vendor-neutral evaluation framework. We wrote it specifically for process engineers and procurement leads. You will learn exactly how these systems function. We also compare them to alternative technologies. Furthermore, we cover crucial sizing, integration, and operational factors. By the end, you will know if an inline shear system properly fits your production line.
Emulsifier pumps replace or supplement batch mixers to eliminate "dead zones" and ensure 100% of the product passes through the high-shear zone.
They are ideal for continuous processing and scaling up, particularly in cosmetic, pharmaceutical, and food-grade applications.
While they have pumping capabilities, they typically require a dedicated feed pump for high-viscosity materials to prevent cavitation and seal damage.
Selecting the right configuration requires evaluating shear stages (single vs. multi-stage), sanitary requirements, and mechanical seal durability.
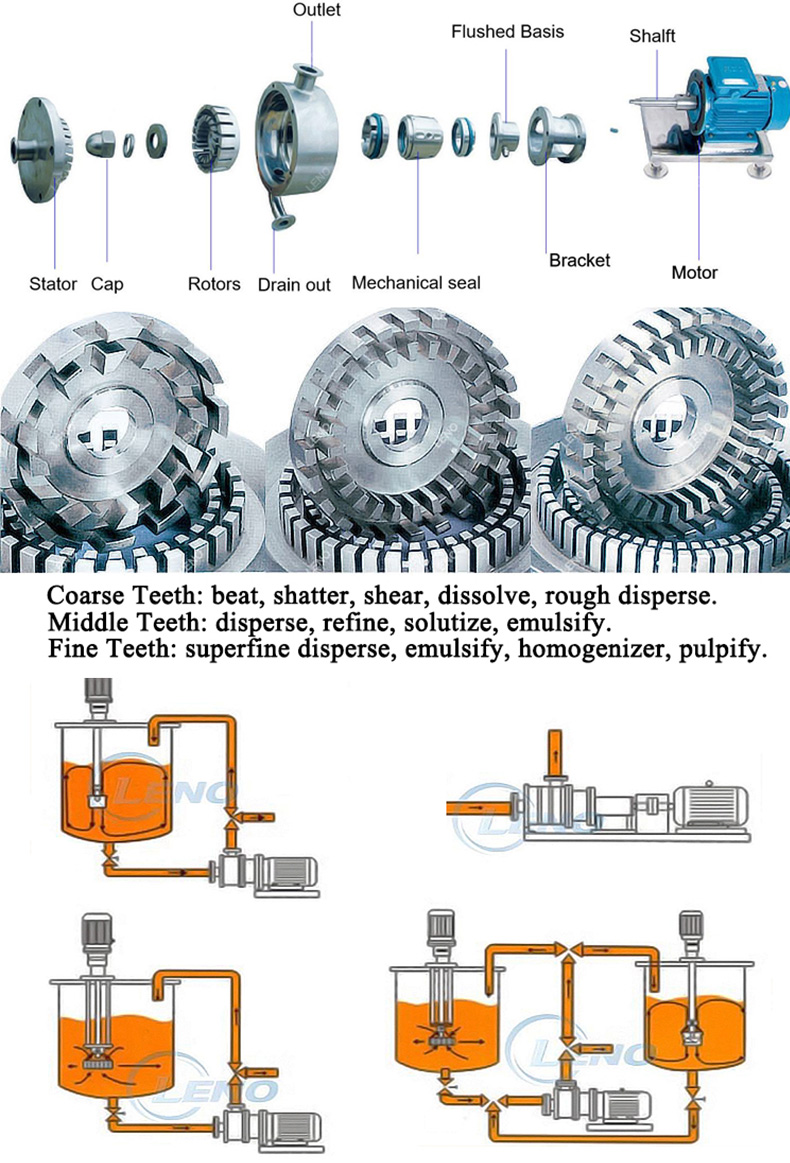
An emulsifier pump relies on a precision-engineered rotor-stator workhead. The rotor spins at incredibly high speeds inside a stationary stator. This rapid rotation creates immense centrifugal force. It pulls raw materials directly into the center of the workhead. Once inside, the fluid accelerates outward. The centrifugal force expels the mixture radially through the precision-machined holes or slots in the stator screen. This intense journey breaks down droplets and solid particles rapidly. The tight clearance between the spinning rotor and the stationary stator causes extreme mechanical tearing. Fluid passing through the stator slots also experiences severe hydraulic shear. They combine to produce highly stable emulsions in milliseconds.
Many professionals misunderstand this equipment based on its name. Despite carrying the label "pump," fluid transfer is not its primary function. Its true purpose remains particle size reduction and dispersion. Functioning as an inline high shear mixer, it operates fundamentally differently from centrifugal or positive displacement pumps. Traditional pumps generate pressure to move fluids across distances. Shear devices use kinetic energy to disrupt droplets. They generate minimal head pressure. If you rely on them to push thick fluids across long pipe runs, you compromise their mixing efficiency. You must treat them as processing devices rather than transport mechanisms.
Traditional in-tank batch mixing suffers from unpredictable shear exposure. Material near the agitator receives heavy shear. Fluid near the tank walls barely moves. This randomized shear time creates inconsistent droplet sizes. Inline processing solves this problem entirely. It guarantees uniform shear exposure. Every single drop of your product must pass through the tightly controlled workhead gap. A single pass ensures tight particle size distribution. You achieve a homogeneous product much faster. This predictability makes scaling up formulations far easier.
Batch emulsifiers operate discretely. You fill a tank, run the mixer, and empty the vessel. Throughput depends entirely on vessel size and mixing time. Inline pumps offer continuous throughput. You feed materials constantly into the inlet. Finished product exits the discharge continuously. Space also plays a crucial role. Huge batch vessels consume massive floor space. Inline units feature a much smaller footprint. You can easily retrofit them into existing pipework. Many engineers install them in recirculation loops alongside existing tanks to boost production without expanding the facility footprint.
These two technologies serve different phases of processing. An emulsifier pump relies on high mechanical shear from a spinning rotor. A high-pressure homogenizer forces fluid through a tiny valve under immense pressure. The resulting impact and cavitation reduce particle sizes. Emulsifiers generally have lower capital and operational costs. Homogenizers require significant energy and frequent maintenance for their specialized valves. Use the decision rule below. Specify emulsifiers for pre-mixing, solid-liquid dispersions, and medium-micron emulsions. Reserve homogenizers for sub-micron, highly stable liquid-liquid emulsions like dairy milks.
At first glance, a shear pump looks identical to an inline emulsifier. However, distinct structural differences dictate their capabilities. Standard shear pumps typically feature simpler impellers. Manufacturers design them using lower tolerances. They work well for basic blending or breaking up soft agglomerates. True emulsifiers utilize precision-machined, multi-tooth rotor-stator sets. Manufacturers maintain extremely tight clearances between these moving parts. This precision architecture delivers intense droplet disruption. They excel at creating fine emulsions where standard shear pumps would fail.
The table below summarizes the key architectural differences to aid your procurement decisions.
Technology Type | Primary Mechanism | Best Suited For | Footprint | Capital Cost |
|---|---|---|---|---|
Inline Emulsifier Pump | Mechanical & Hydraulic Shear | Continuous fine emulsions, solid dispersions | Compact | Moderate |
Batch Emulsifier | In-tank Agitation & Shear | Discrete batches, long hydration times | Large | Moderate to High |
High-Pressure Homogenizer | Pressure drop, Impact, Cavitation | Sub-micron emulsions, dairy processing | Medium to Large | Very High |
Standard Shear Pump | Low-tolerance Impeller Impact | Basic blending, soft agglomerate breakdown | Compact | Low |
Batch mixing creates severe bottlenecks in growing facilities. When manufacturing demands 24/7 operation, tanks become a liability. You spend too much time filling, mixing, and discharging. Inline processing eliminates these delays. It perfectly suits environments requiring strict first-in, first-out (FIFO) product flow. Raw ingredients enter the line simultaneously. Fully emulsified product routes directly to the filling machines. This continuous motion maximizes daily throughput and significantly reduces holding tank requirements.
Cosmetic manufacturing presents unique challenges. Thick creams and gels entrap air easily during batch mixing. Installing a lotion emulsifying pump in a closed recirculation loop solves this issue. The closed loop prevents air entrainment entirely. It expertly handles carbomer dispersions, stable creams, and thick sunscreens. The intense shear rapidly hydrates polymers without creating clumps. It yields a smooth, glossy finish essential for premium cosmetic formulations.
Food, beverage, and pharmaceutical industries demand rigorous sanitary standards. Syrups, flavor emulsions, and active pharmaceutical ingredients cannot risk contamination. These sectors require a specialized sanitary emulsifier pump. Manufacturers build them to meet FDA, 3-A, or EHEDG compliance. They feature crevice-free interiors and specialized drain ports. This hygienic design ensures no product lingers inside the casing to harbor bacteria between production runs.
Adding difficult-to-wet powders into liquids often ruins batches. Powders like xanthan gum, CMC, or pectin tend to float. They form "fish-eyes" when their outer layers hydrate and seal dry powder inside. Inline shear handles this flawlessly. Follow this sequence for optimal hydration:
Initiate liquid flow through the inline pump system.
Introduce powder slowly directly before the high-shear inlet.
Allow the rotor-stator to subject the mixture to instantaneous intense shear.
Route the smooth, agglomerate-free dispersion to a holding vessel or downstream process.
This rapid hydration prevents agglomerations entirely. You save raw materials and drastically reduce processing time.
Selecting the correct workhead determines your process success. Manufacturers offer these pumps in multiple configurations. Single-stage units contain one rotor and one stator. They provide sufficient shear for general blending. You should use them for rapid dissolution and creating coarse pre-emulsions. Multi-stage units pack two or three rotor-stator sets sequentially inside one casing. The fluid passes through progressively tighter clearances. You need a multi-stage design for fine emulsions. They offer stringent particle size control. They often achieve the desired finish in a single pass.
Proper sizing requires balancing flow rate against residence time. Residence time means how long the fluid stays inside the intense shear zone. Many engineers incorrectly oversize the pump. They mistakenly believe a larger pump works better. However, a massive pump pushes fluid through the workhead too quickly. This reduces residence time drastically. The fluid escapes before receiving adequate shear. The result compromises your emulsion stability. Always calculate the necessary flow rate carefully. Match the pump capacity strictly to your required shear duration.
Material construction dictates hygiene and equipment longevity. Evaluate these sanitary specifications strictly during procurement:
Demand 316L stainless steel for all wetted contact parts to resist chemical corrosion.
Verify surface finish roughness (Ra) specifications. Food and pharma grades typically require an Ra of 0.8 µm or better.
Check for drainability. The casing must feature a dead-leg-free design.
Ensure the equipment fully supports Clean-in-Place (CIP) and Sterilize-in-Place (SIP) protocols without requiring disassembly.
The mechanical seal represents the most vulnerable component of any high-speed rotating equipment. Standard single mechanical seals work fine for simple, cool liquids. However, complex formulations demand more protection. We highly recommend double mechanical seals for most industrial applications. Focus on securing double flushed seals if your product gets sticky, contains abrasive solids, or runs at high temperatures. The flush system pushes a barrier fluid between the seal faces. This prevents catastrophic seal failure and keeps your line running safely.
You must address the risk of cavitation immediately. Emulsifier pumps cannot reliably self-prime. They also struggle to pull high-viscosity fluids into their inlets on their own. If the fluid moves too slowly, the fast-spinning rotor starves. Starvation causes cavitation, which destroys mechanical seals in minutes. A positive displacement feed pump is usually mandatory for thick materials. Lobe pumps or progressive cavity pumps serve this purpose perfectly. They force the viscous fluid into the emulsifier inlet consistently. This guarantees a flooded suction and protects your investment.
Intense mechanical energy does not vanish. High shear generates significant friction. This friction transfers directly into the fluid as heat. The temperature of your product will spike during a single pass. You must evaluate the necessity of downstream heat exchangers. This becomes absolutely critical for temperature-sensitive cosmetic formulations. Pharmaceutical active ingredients also degrade rapidly if overheated. Factor cooling equipment into your initial line design to avoid ruining expensive batches.
Poor piping layout ruins the performance of excellent equipment. Observe strict best practices for piping design. First, minimize elbows directly before the pump inlet. Aim for at least ten pipe diameters of straight run leading into the suction port. This prevents turbulent flow from starving the rotor. Second, ensure flooded suction at all times. Place supply tanks above the pump elevation if possible. Finally, plan proper valve placement. You need sanitary diversion valves to switch seamlessly between a recirculation loop and the final discharge line.
Transitioning to continuous inline processing transforms manufacturing efficiency. Choose an emulsifier pump when consistency, continuous throughput, and the complete elimination of batch-mixing dead zones become your top production priorities. It reduces process times and ensures every drop of product meets strict quality standards. Single-pass or multi-stage options give you complete control over particle size distribution.
Your next steps require precise data gathering. Before contacting a vendor, calculate your exact throughput requirements. Prepare your material viscosity data for both raw ingredients and the finished emulsion. Define your target particle size clearly. Armed with this data, request vendor performance curves. You should also demand pilot tests using your actual formulation to guarantee the equipment performs precisely as expected.
A: No. While it generates some head pressure, relying on it for fluid transfer reduces its shearing efficiency. Pushing thick fluids across long distances risks starving the rotor, which leads to damaging cavitation. A dedicated feed pump is highly recommended for reliable transfer.
A: Most standard inline shear systems can handle viscosities up to 10,000–50,000 cps depending on the specific casing design. However, reaching these higher viscosity limits requires installing an adequate positive displacement feed pump to ensure constant material flow into the workhead.
A: Replacement intervals depend heavily on operational hours, material abrasiveness, and avoiding dry-running incidents. Standard seals might last a year under normal use. Flushed double seals significantly extend lifespan. Inspect the rotor-stator teeth during annual maintenance to ensure sharp edges remain intact.
A: Yes, these terms are largely synonymous in industrial processing. Both refer to the same continuous rotor-stator equipment designed to apply intense mechanical and hydraulic shear to complex mixtures.